Способ изготовления матрицы автоэмиссионного катода
Разработка
Категория
H - электричество
Опубликован
11.04.2024 12:40
Описание
Изобретение относится к электронной технике и может быть использовано при изготовлении электронно-лучевых приборов с автоэлектронной эмиссией, а именно в плоских дисплейных экранах, зондовых приборах, а также в исследовательских и аналитических установках.
Известен способ изготовления матрицы автоэмиссионного катода, в котором матрица образована слоями плетеной ткани, пропитанной высокотемп
eraturnim svyazuyushtim veshtestvom, naprimer pirouglerodom [1]. Pri izgotovlenii matritsi po etomu sposobu vse niti tkani orientiruyut pod ostrim uglom k napravleniyu emissii elektronov, a rabochuyu poverhnosty, kotoraya yavlyaetsya emitterom elektronov i sostoit iz mnozhestva nitey, obrazuyushtih volokna, poliruyut.
Odnako pri takom sposobe izgotovleniya matritsi proishodit razrushenie svyazuyushtego veshtestva pod deystviem ionnoy bombardirovki pri rabote katoda v tehnicheskom vakuume. Yato privodit k rassloeniyu materiala i sushtestvenno ogranichivaet srok sluzhbi katoda.
Izvesten takzhe sposob izgotovleniya matritsi avtoemissionnogo katoda, soglasno kotoromu katod soderzhit dopolnitelynuyu sovokupnosty nitey, peresekayushtih dvumernuyu matritsu [2]. Material, iz kotorogo izgotovlena matritsa, sostoit iz sloev tkani, obrazovannih perepleteniem dvuh vzaimno peresekayushtihsya sovokupnostey nitey, vipolnennih, naprimer, iz karbonizovannih uglerodnih volokon. Yati sloi perepletayutsya dopolnitelynoy sovokupnostyyu nitey, obrazuya obaemnuyu pletenuyu strukturu. Dlya pridaniya prochnosti kompozitsii prostranstvo zapolnyayut visokotemperaturnim svyazuyushtim veshtestvom, naprimer pirouglerodom. Pri takom izgotovlenii matritsi nevozmozhno obespechity neobhodimuyu plotnosty i regulyarnosty ukladki. Krome togo, nevozmozhnosty elektricheski izolirovaty otdelynie emitteri drug ot druga ne pozvolyaet upravlyaty kazhdim emitterom ili gruppoy emitterov v otdelynosti, chto v rezulytate privodit k sushtestvennomu suzheniyu oblasti primeneniya katoda.
Izvesten takzhe sposob izgotovleniya matrichnih reshetok [3]. Sposob sostoit v sleduyushtem. Kruglie steklyannie shtabiki sobirayut v puchok shestigrannoy formi, peretyagivayut i v rezulytate poluchayut shestigranniy steklyanniy sterzheny. Poluchennie sterzhni vnovy ukladivayut v puchok shestigrannoy formi, prichem chasty sterzhney udalyayut i zamenyayut opravkoy ili trubkoy, profily i razmeri kotoroy sootvetstvuyut razmeru udalennogo puchka sterzhney i diametru provoloki s uchetom koeffitsienta peretyazhki. Zatem sterzhni rezhut na zagotovki, v kotorie vstavlyayut neosteklovannuyu provoloku. Iz sploshnih steklyannih shestigrannih sterzhney i sterzhney s provolokoy vikladivayut blok, chereduya sterzhni po zadannoy geometrii. Zatem blok pomeshtayut v kolbu, nagrevayut, spekayut i rezhut na plastini. Odnako metallicheskaya provoloka dazhe, naprimer, v vide volyframovih ili molibdenovih ostriy ne imeet strukturnih obrazovaniy, pozvolyayushtih obespechity staticheskoe ravnovesie sistemi emissionnih tsentrov. V protsesse ekspluatatsii pod deystviem ionnoy bombardirovki radius zakrugleniya metallicheskogo ostriya uvelichivaetsya, chto privodit k snizheniyu emissionnogo toka.
Dannaya tehnologiya ne pozvolyaet poluchaty steklografitnie strukturi, tak kak pri popitke vstavity v steklyannie shtabiki uglerodnie niti, naprimer puchok poliakrilonirilynih uglerodnih volokon diametrom ot 70 do 280 mkm, niti samoproizvolyno perepletayutsya. Yato ne pozvolyaet poluchaty ravnomernie po tolshtine uglerodnie niti i mozhet privesti k razrivu v strukture.
Naibolee blizkim po tehnicheskoy sushtnosti i tehnicheskomu rezulytatu k predlozhennomu yavlyaetsya sposob izgotovleniya matritsi avtoemissionnogo katoda [4] , vipolnennoy v vide steklyannoy podlozhki, v kotoroy s pomoshtyyu mnogostadiynogo protsessa fotolitografii i travleniya sozdayut raspolozhennie po zadannoy geometrii otverstiya, a zatem putem vtiraniya v nih izmelychennogo naturalynogo grafita s razmerom chastits, ravnim 10 mkm, razmeshtayut uglerodniy material. Posle sushki strukturu obzhigayut. Izlishki uglerodnogo materiala udalyayut s poverhnosti. Dalee proizvodyat polirovku, promivku i otzhig dlya podgotovki podlozhki k naneseniyu elektrodov.
Takoy sposob pozvolyaet obespechity elektricheskuyu izolyatsiyu mezhdu elementami katoda. Odnako, tak kak v kachestve emittera ispolyzuyut uglerodniy poroshok, a ne tselynie uglerodnie niti, to pod deystviem ionnoy bombardirovki proishodit intensivnoe raspilenie uglerodnogo poroshka i dazhe otsloenie krupnih (ot doley do desyatkov mikron) chastits poroshka. V rezulytate v vakuumnom pribore mogut voznikaty mezhelektrodnie zamikaniya ili vakuumniy proboy, kotorie privodyat k vihodu pribora iz stroya.
Tselyyu izobreteniya yavlyaetsya sozdanie takoy matritsi avtoemissionnogo katoda, kotoraya pri uproshtennoy tehnologii izgotovleniya obladala bi povishennoy mehanicheskoy prochnostyyu, obespechivaya pri etom bolee prodolzhitelyniy resurs sluzhbi katoda i nadezhnuyu elektricheskuyu izolyatsiyu emitterov drug ot druga.
Postavlennaya tsely dostigaetsya tem, chto v sposobe izgotovleniya matritsi avtoemissionnogo katoda putem razmeshteniya uglerodnogo materiala v raspolozhennih po zadannoy geometrii skvoznih otverstiyah steklyannoy podlozhki steklyannuyu podlozhku obrazuyut iz sobrannih v blok steklyannih trubok i sploshnih steklyannih sterzhney, pri etom pered ustanovkoy v blok v steklyannih trubkah razmeshtayut puchki uglerodnih nitey, niti stekluyut putem nagreva steklyannih trubok s razmeshtennimi v nih puchkami uglerodnih nitey do temperaturi, blizkoy k temperature plavleniya stekla, s posleduyushtim ih vityagivaniem i obzhimom, a geometriyu raspolozheniya uglerodnogo materiala v steklyannoy podlozhke formiruyut sootvetstvuyushtim cheredovaniem steklovannih puchkov uglerodnih nitey i sploshnih steklyannih sterzhney, blok spekayut i pered mehanicheskoy obrabotkoy razrezayut na otdelynie matritsi. Mehanicheskuyu obrabotku matritsi provodyat putem ee shlifovki i polirovki do poyavleniya vistupayushtih nad poverhnostyyu matritsi chastey uglerodnih nitey, dobivayasy polucheniya ee ploskoy rabochey poverhnosti, chto neobhodimo pri ustanovke matritsi v avtoemissionniy pribor.
Matritsa posle shlifovki i polirovki mozhet bity podvergnuta travleniyu kislotoy, naprimer, plavikovoy, chto obespechivaet bolee tochniy kontroly vistupayushtih nad poverhnostyyu matritsi chastey uglerodnih nitey.
Razmeshtaemie v steklyannih trubkah puchki uglerodnih nitey mogut podavatysya odnovremenno s odnoy i neskolykih bobin sootvetstvenno v odnu i neskolyko steklyannih trubok, chto pozvolyaet povisity ne tolyko proizvoditelynosty izgotovleniya steklovannih puchkov uglerodnih nitey, no i obespechivaet ravnomernosty rezhima steklovaniya. Steklo vibirayut takim, chtobi ego koeffitsient temperaturnogo rasshireniya bil blizok k koeffitsientu temperaturnogo rasshireniya puchkov uglerodnih nitey. Yato pozvolyaet izbezhaty poyavleniya treshtin v stekle i razrivov uglerodnih nitey pri ih steklovanii, spekanii i temperaturnoy obrabotke.
Ispolyzovanie v kachestve emitterov puchkov uglerodnih nitey privodit k povisheniyu sroka sluzhbi avtoemissionnogo katoda v usloviyah tehnicheskogo vakuuma. V pervuyu ocheredy eto vizvano tem, chto pod vozdeystviem bombardirovki ionami ostatochnih gazov, obrazuyushtihsya v mezhelektrodnih vakuumnih promezhutkah pri rabote katoda, na poverhnosti uglerodnogo volokna formiruetsya staticheskaya ravnovesnaya sistema emissionnih tsentrov, to esty pri ionnoy bombardirovke sohranyaetsya srednee chislo emissionnih tsentrov. Yata osobennosty avtoelektronnoy emissii prisushta bolyshinstvu grafitovih materialov, imeyushtih kristallitnuyu strukturu. V chastnosti, uglerodnie volokna sostoyat iz fibrill, orientirovannih vdoly osi volokna. Fibrilla, imeyushtaya maliy razmer, yavlyaetsya emissionnim tsentrom i vizivaet lokalynoe usilenie elektricheskogo polya, chto stimuliruet avtoelektronnuyu emissiyu. Tak kak razmer fibrilli mnogo menyshe diametra volokna, to na tortsevuyu poverhnosty uglerodnogo volokna, sostavlyayushtuyu rabochuyu poverhnosty katoda, vihodit bolyshoe chislo fibrill, poetomu razrushenie otdelynogo emissionnogo tsentra ne vizivaet sushtestvennogo izmeneniya avtoelektronnogo toka. Staticheskoe ravnovesie sistemi emissionnih tsentrov dostigaetsya postepennim visvobozhdeniem novih fibrill po mere posloynogo raspileniya katoda.
Tak kak puchki uglerodnih volokon ne obladayut dostatochnoy zhestkostyyu i pri popitke vstavity ih v kapillyari konechnogo razmera, oni pereputivayutsya i/ili oblamivayutsya, puchki predvaritelyno namativayut na bobini, s bobin ih podayut v steklyannuyu trubku (zagotovku), nizhnyuyu chasty kotoroy nagrevayut do plasticheskogo sostoyaniya, ottyagivayut i vityagivayut s opredelennoy skorostyyu. Iz-za raznosti skorostey podachi i vityazhki poluchayut steklovanniy puchok uglerodnih nitey. Poluchennoe izdelie yavlyaetsya podobnim po forme poperechnogo secheniya ishodnoy zagotovke, no s menyshimi geometricheskimi razmerami. Predlozhennaya tehnologiya pozvolyaet provodity steklovanie odnovremenno neskolykih puchkov uglerodnih nitey, chislo kotorih zavisit, v tom chisle i ot harakteristik pechi podogreva, ispolyzuemoy v dannoy tehnologii. Dlya etogo puchki uglerodnih nitey podayut odnovremenno s neskolykih bobin i sootvetstvenno k neskolykim steklyannim trubkam (zagotovkam).
Dlya povisheniya svyazi mezhdu uglerodnimi voloknami i steklom mogut primenyatysya, naprimer, trubki iz dvuh sloev stekla (dve trubki iz raznogo stekla, vstavlennie drug v druga). Pri etom vnutrenniy sloy stekla imeet temperaturu perehoda v plasticheskoe sostoyanie primerno na 100oS nizhe, chem vneshniy sloy stekla. Pri posleduyushtem razogreve vneshniy sloy dovodyat do plasticheskogo sostoyaniya, chto i opredelyaet formu poluchaemogo izdeliya, a vnutrenniy sloy stekla perehodit v zhidkoe sostoyanie, chto posle ostivaniya uvelichivaet kachestvo stsepleniya mezhdu uglerodnimi nityami i steklom.
Trebuemuyu geometriyu raspolozheniya uglerodnih nitey v steklyannoy podlozhke obespechivayut formirovaniem steklovolokonnogo bloka putem cheredovaniya steklovannih puchkov uglerodnih nitey i sterzhney iz sploshnogo stekla. Poluchenniy blok spekayut i rezhut na matritsi.
Chtobi obespechity odinakovoe rasstoyanie mezhdu katodom i vityagivayushtim elektrodom pri ustanovke katodnoy matritsi v avtoemissionniy pribor, neobhodimo imety ploskuyu rabochuyu poverhnosty matritsi. Dlya etogo rabochuyu poverhnosty matritsi shlifuyut i poliruyut. Dlya oblegcheniya podsoedineniya izolirovannih kontaktov k kazhdomu iz katodnih elementov obratnuyu poverhnosty matritsi takzhe zhelatelyno polirovaty. Dlya usileniya makroskopicheskogo effekta polya vblizi katoda, pri neizmennom rabochem napryazhenii neobhodimo, chtobi grafitovie niti vistupali nad poverhnostyyu stekla. Yato dostigaetsya putem abrazivnoy mehanicheskoy obrabotki matritsi ili ee selektivnogo himicheskogo travleniya.
Realizatsiya sposoba poyasnyaetsya chertezhami, gde shematichno izobrazheno na:
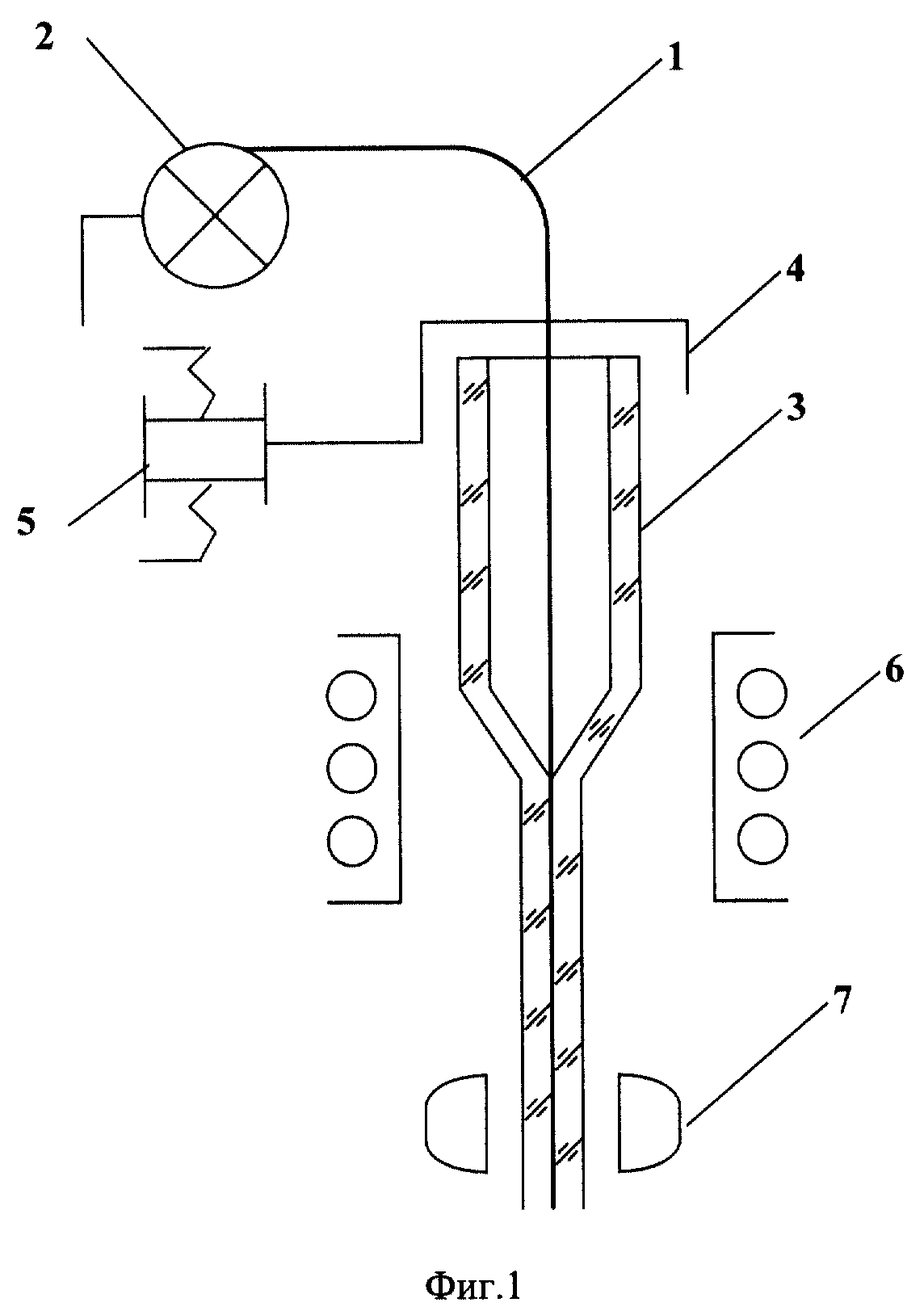
fig.1 - ustanovka dlya steklovaniya puchkov uglerodnih nitey;
fig.2 - zagotovka iz 5 steklovannih grafitovih nitey;
fig. 3 - blok s zadannoy geometriey raspolozheniya uglerodnogo materiala v steklyannoy podlozhke.
Puchki poliakrilonitrilynih uglerodnih nitey 1 (sm. fig.1) namativayut na odnu ili neskolyko bobin 2 (na chertezhe pokazana odna). Kazhdiy puchok propuskayut v sootvetstvuyushtuyu steklyannuyu trubku (zagotovku) 3, Naibolee podhodyashtim tipom stekla yavlyaetsya steklo marki S93, znachenie koeffitsienta temperaturnogo rasshireniya kotorogo blizko k steklu, ispolyzuemomu pri sborke korpusov priborov. Zagotovku 3 zakreplyayut v tsangovom zazhime mehanizma 4 podachi, predstavlyayushtem soboy sharikovintovuyu paru 5. Sharikovintovuyu paru privodyat v deystvie ot elektrodvigatelya s chervyachnim reduktorom (na chertezhe ne pokazani). Zatem nizhnyuyu chasty zagotovki opuskayut v pechy 6 podogreva i osushtestvlyayut nagrev do perehoda stekla v plasticheskoe sostoyanie. Dlya ispolyzuemogo stekla eta temperatura sostavlyaet 550oS. Dovedennuyu do plasticheskogo sostoyaniya zagotovku ottyagivayut, zapravlyayut v mehanizm 7 vityagivaniya i vityagivayut s opredelennoy skorostyyu. Iz-za raznosti skorostey podachi i vityazhki poluchayut izdelie, podobnoe po forme poperechnogo secheniya ishodnoy zagotovke, no s menyshimi geometricheskimi razmerami. Vityanutie steklovannie puchki grafitovih nitey rezhut na otdelynie zagotovki (sm. fig.2) trebuemoy dlini L, shirina A i visota V u kotorih opredelyaetsya otnosheniem skorostey podachi i vityagivaniya ih iz pechi, a optimalynaya dlina - razmerom pechi podogreva. Trebuemuyu geometriyu raspolozheniya uglerodnogo materiala v steklyannoy podlozhke dostigayut pri formirovanii bloka sootvetstvuyushtim cheredovaniem steklovannih puchkov uglerodnih nitey i sploshnih steklyannih sterzhney (sm, fig.3). Blok sobirayut v metallicheskoy forme - "ukladochnike". Ulozhenniy blok skreplyayut, perevyazivaya na kontsah tonkoy nihromovoy nityyu, posle chego "ukladochnik" udalyayut. Ulozhenniy i skreplenniy blok razmeshtayut v pechi i spekayut pod davleniem 2-3 atmosferi. Gotoviy blok rezhut na matritsi, tolshtinu kotorih vibirayut v zavisimosti ot konstruktsii vakuumnogo pribora, gde oni budut ispolyzovani. Izgotovlenie slishkom tonkih matrits (menee 2 mm) nedopustimo, tak kak eto silyno uvelichivaet vozmozhnosty narusheniya svyazi mezhdu steklom i uglerodnimi nityami, v rezulytate chego uglerodnie niti mogut vipadaty iz matritsi. Zatem matritsi shlifuyut i poliruyut. Chtobi grafitovie niti vistupali nad poverhnostyyu matritsi, ee obrabativayut mehanicheski libo himicheski. Pri mehanicheskoy abrazivnoy obrabotke iz-za razlichiya mehanicheskoy zhestkosti grafitovih nitey i steklyannoy podlozhki putem podbora abraziva i skorosti vrashteniya shpindelya polirovalynoy mashini dobivayutsya, chtobi uglerodnie niti vistupali nad poverhnostyyu matritsi. Dlya bolee tochnogo kontrolya dlini vistupayushtey chasti primenyaetsya himicheskoe travlenie v rastvore, kotoriy ne vozdeystvuet na grafitovie niti, no rastvoryaet steklo, naprimer, v plavikovoy kislote. Dlitelynosty travleniya vibirayut eksperimentalyno, v zavisimosti ot tipa stekla i ploshtadi matritsi.
Takim obrazom, predlagaemiy sposob bolee tehnologichen i pozvolyaet raspolagaty puchki uglerodnih nitey po lyuboy trebuemoy geometrii i s zadannoy plotnostyyu upakovki. Krome togo, izgotovlennaya po etomu sposobu matritsa obladaet znachitelynoy mehanicheskoy prochnostyyu i pri neobhodimosti mozhet dopolnitelyno obrabativatysya. Ispolyzovanie tselynih uglerodnih nitey povishaet ustoychivosty k ionnoy bombardirovke katoda pri rabote v tehnicheskom vakuume i povishaet srok sluzhbi pribora, a takzhe pozvolyaet izbezhaty prezhdevremennogo vihoda iz stroya iz-za otsloeniya fragmentov emittera. Ispolyzovanie stekla dlya izgotovleniya nesushtey matritsi obespechivaet elektricheskuyu izolyatsiyu elementov katoda i pozvolyaet upravlyaty kazhdim elementom v otdelynosti.
Po opisannoy vishe tehnologii bilo izgotovleno neskolyko partiy katodnih matrits s razlichnoy geometriey raspolozheniya emitterov. Katod s matritsey, izgotovlennoy po predlagaemomu sposobu, pri ispitaniyah pokazal horoshie harakteristiki, a imenno visokuyu stabilynosty emissionnogo toka na nachalynom etape, chto pozvolyaet prognozirovaty srok sluzhbi katoda na urovne ne menee 10000 chasov.
Медиафайлы
Патенты
СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЦЫ АВТОЭМИССИОННОГО КАТОДА
RU2183362