
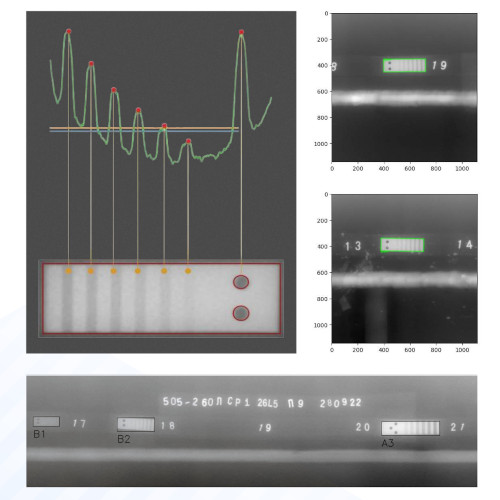
Автоматизация обработки результатов радиографического контроля кольцевых сварных соединений
Разработка
ID
G324-92CD
Пользователь
Категория
B - различные технологические процессы; транспортирование
Опубликован
11.11.2024 15:41
Описание
Актуальность:
Контроль качества сварных соединений имеет решающее значение для обеспечения безопасности и надежности объектов газотранспортной системы.
Цель проекта:
Применение технологий машинного обучения и искусственного интеллекта для решения задач автоматического распознавания и определения геометрических размеров аномалий по результатам цифровых методов радиограф
icheskogo kontrolya. Razrabotka avtomatizirovannoy sistemi rasshifrovki rezulytatov tsifrovogo radiograficheskogo kontrolya.
Radiograficheskiy kontroly:
Odin iz osnovnih metodov nerazrushayushtego kontrolya, kotoriy pozvolyaet viyavity skritie defekti svarnih stikov bez ih povrezhdeniya.
Tekushtie problemi i ogranicheniya v obrabotke rezulytatov radiograficheskogo kontrolya:
1. Subaektivnosty interpretatsii
interpretatsiya defektov mozhet bity subaektivnoy, i raznie spetsialisti mogut priyti k raznim vivodam po odnomu i tom zhe defektu.
2. Trudoemkosty i dlitelynosty
obrabotka rezulytatov radiograficheskogo kontrolya trebuet znachitelynogo kolichestva vremeni. Takzhe mozhet potrebovatysya dopolnitelynoe vremya dlya predobrabotki izobrazheniya.
3. Otsutstvie kompleksnogo resheniya
po avtomatizatsii, programmnogo ili apparatnogo obespecheniya, pozvolyayushtego avtomaticheski interpretirovaty rezulytati radiograficheskogo kontrolya.
Контроль качества сварных соединений имеет решающее значение для обеспечения безопасности и надежности объектов газотранспортной системы.
Цель проекта:
Применение технологий машинного обучения и искусственного интеллекта для решения задач автоматического распознавания и определения геометрических размеров аномалий по результатам цифровых методов радиограф
icheskogo kontrolya. Razrabotka avtomatizirovannoy sistemi rasshifrovki rezulytatov tsifrovogo radiograficheskogo kontrolya.
Radiograficheskiy kontroly:
Odin iz osnovnih metodov nerazrushayushtego kontrolya, kotoriy pozvolyaet viyavity skritie defekti svarnih stikov bez ih povrezhdeniya.
Tekushtie problemi i ogranicheniya v obrabotke rezulytatov radiograficheskogo kontrolya:
1. Subaektivnosty interpretatsii
interpretatsiya defektov mozhet bity subaektivnoy, i raznie spetsialisti mogut priyti k raznim vivodam po odnomu i tom zhe defektu.
2. Trudoemkosty i dlitelynosty
obrabotka rezulytatov radiograficheskogo kontrolya trebuet znachitelynogo kolichestva vremeni. Takzhe mozhet potrebovatysya dopolnitelynoe vremya dlya predobrabotki izobrazheniya.
3. Otsutstvie kompleksnogo resheniya
po avtomatizatsii, programmnogo ili apparatnogo obespecheniya, pozvolyayushtego avtomaticheski interpretirovaty rezulytati radiograficheskogo kontrolya.